
In avêtina veberhênanê,şekl an jî kopiyek çêdibe (bi gelemperî ji mûmê) û di hundurê silindirek metalî ya ku jê re dibêjin flask tê danîn. Li dora şikilê mûmê giyayê şil tê rijandin. Piştî ku çîp hişk bû, silindirê ku qalibê mûmê û çîpekî tê de tê danîn, di firnê de tê danîn û heya ku mûm bi tevahî bifetisîne tê germ kirin. Piştî ku mûm bi tevahî şewitî (hilweşîn), fîşek ji firnê tê derxistin, û metalê şilkirî (bi gelemperî pola alloy, pola zengarnegir, tûnc...hwd) tê rijandin nav valahiya ku ji mûmê derketiye. Dema ku metal sar bû û zexm bû, çîp tê çikandin, û rijandina metal derdikeve holê.
Avêtin ji bo afirandina tiştên peykersaz an şeklên endezyariyê yên bi geometriya tevlihev a di metal de pir bikêr e.Parçe avêtin awirek bêhempa ji wan re heye, ji parçeyên makînekirî pir cûda ye. Hin şiklên ku dê bi makîneyê dijwar be, hêsantir têne avêtin. Di heman demê de ji bo pir şeklan kêm bermayiyên maddî jî hene, ji ber ku berevajî makînekirinê, avêtin ne pêvajoyek kêmker e. Lêbelê, rastbûna ku bi avêtinê tê bidestxistin ne bi qasî makînekirinê ye.
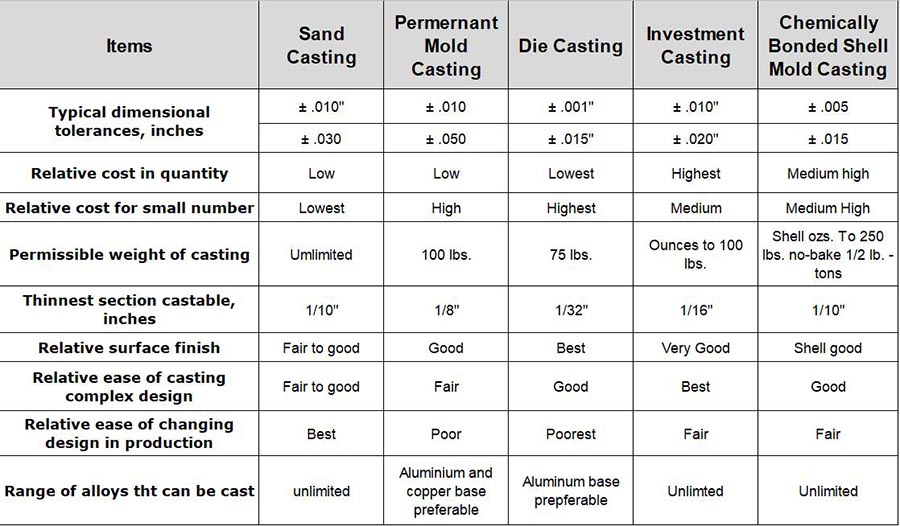
Kengê Pêdivî ye ku Hûn Hilbijartina Veberhênanê û Kengê Divê Hûn Hilbijartina Sand Hilbijêrin?
Yek avantajek mezin a avêtina veberhênanê ev e ku ew dikare rê bide birînên di nimûneyê de, dema ku avêtina qûmê nahêle. Liavêtina qûmê, pêdivî ye ku şablon piştî ku were pakij kirin ji kumê were derxistin, lê di avêtina veberhênanê de nexşe bi germê tê hilmandin. Bi avêtina sermayeyê re rijandinên vala û beşên ziravtir jî dikarin bi hêsanî werin çêkirin, û bi gelemperî rûkalek çêtir tê bidestxistin. Ji aliyek din ve, avêtina veberhênanê pêvajoyek pir biwext û biha ye, û dikare rêjeyek serfiraziyek kêmtir ji avêtina sandê hebe ji ber ku di pêvajoyê de bêtir gav hene û bêtir derfet hene ku tişt xelet biçin.
Dema şandinê: Dec-18-2020