

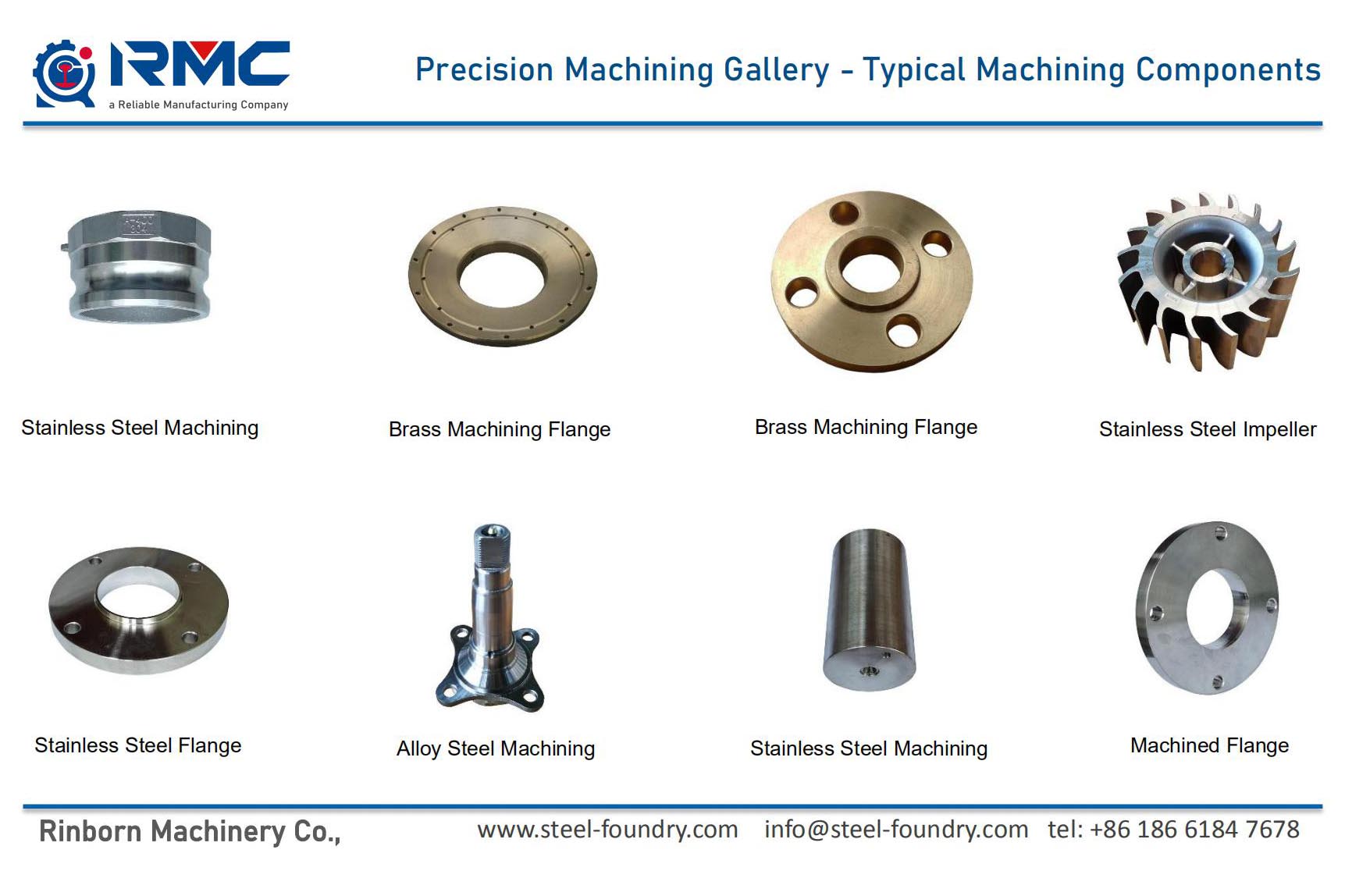
Berhemên tûncê yên rastîn ên CNC-ê ji hêla avêtina veberhênana mûmê winda, dermankirina germê û dermankirina rûkalê ve li gorî nexşeyên endezyariyê û daxwazên bêhempa yên we.
makînekirina CNCbehsa pêvajoya makînekirinê ya ku ji hêla Kontrola Jimarî ya Kompîterî (bi kurtasî CNC) ve tê meşandin. Ew ji hêla CNC ve tê arîkar kirin ku bi lêçûna kedê kêmtir bigihîje rastbûnek bilind û domdar. Makînekirin yek ji pêvajoyên cihêreng e ku tê de perçeyek madeya xav bi pêvajoyek rakirina materyalê ya kontrolkirî ve di şekl û mezinahiya dawî ya xwestî de tê qut kirin. Pêvajoyên ku xwedan vê mijara hevpar e, rakirina materyalê ya kontrolkirî ye, îro bi hev re wekî hilberîna jêbirinê têne zanîn, ji bilî pêvajoyên zêdekirina materyalê kontrolkirî, ku wekî hilberîna lêzêdekirî têne zanîn.
Bi rastî ya ku beşa "kontrolkirî" ya pênase tê wê wateyê dikare cûda bibe, lê ew hema hema her gav karanîna amûrên makîneyê (ji bilî amûrên hêzê û amûrên destan) destnîşan dike. Ev pêvajoyek e ku ji bo çêkirina gelek tê bikaranînberhemên metal machined, lê dikare li ser materyalên wekî dar, plastîk, seramîk, û pêkhateyan jî were bikar anîn. Çêkirina CNC gelek pêvajoyên cihêreng ên wekî şilkirin, zivirandin, rijandin, kolandin, çekirin, rijandin...hwd vedigire.
Brass aîdêalloy-based sifirû ji sifir û çînkê pêkhatî ye. Tuncê ku ji sifir û çînkê pêk tê jê re tûncê asayî tê gotin. Ger ew cûrbecûr alloyên ku ji du hêmanan zêdetir pêk tê, jê re tûncê taybetî tê gotin. Brass alloyek sifir e ku zinc wekî hêmana sereke ye. Her ku naveroka zinc zêde dibe, hêz û plastîkbûna alloyê bi girîngî zêde dibe, lê taybetmendiyên mekanîkî piştî ku ji% 47 derbas bibe dê pir kêm bibe, ji ber vê yekê naveroka zinc ya tûncê ji 47% kêmtir e. Ji bilî zinc, tûncê avêtinê bi gelemperî hêmanên alloybûnê yên wekî silicon, manganese, aluminium, û serpê vedihewîne.

| Kapasîteyên Machining Precision CNC | ||||
| Tesîsên | Jimarî | Size Range | Kapasîteya salane | Rastiya Giştî |
| Navenda Machining Vertical (VMC) | 48 set | 1500mm × 1000mm × 800mm | 6000 ton an 300000 perçe | ±0.005 |
| Navenda Machining Horizontal (VMC) | 12 set | 1200mm × 800mm × 600mm | 2000 ton an 100000 perçe | ±0.005 |
| CNC Machine | 60 set | Max zivirî dia. φ600mm | 5000 ton an 600000 perçe | |
| Standarda Rêvebir a Toleransa Hilavêtinê: ISO 8062 2013, ISO 2768, GOST 26645 (Rûsya) an GBT 6414 (Çîn). | ||||
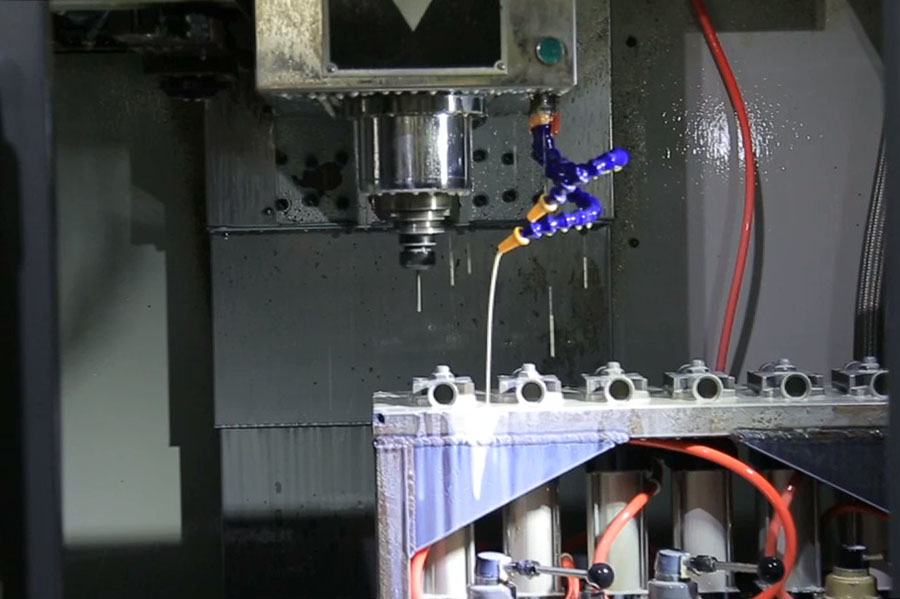
Navenda makîneyê ji makîneya şînkirina CNC ve hatî pêşve xistin. Cûdahiya herî mezin ji makîneya şînkirina CNC ev e ku navenda makîneyê xwedan şiyana ku bixweber amûrên makîneyê biguhezîne heye. Bi sazkirina amûrên ji bo mebestên cihêreng li ser kovara amûrê, amûrên makînekirinê yên li ser tîrêjê dikarin ji hêla guhezkarê amûrê otomatîkî ve di yek kelekê de werin guheztin da ku gelek taybetmendiyên makînekirinê bicîh bînin.
Navenda makînekirina CNC amûrek makîneya otomatîkî ya bikêrhatî ye ku ji alavên mekanîkî û pergalek CNC pêk tê û ji bo hilanîna parçeyên tevlihev maqûl e. Navenda makînekirina CNC-ê naha yek ji wan amûrên makîneya CNC-ê ya ku herî zêde tê bikar anîn li cîhanê ye ku xwedan şiyana pêvajoyek berfireh a bihêz e. Piştî ku perçeya xebatê di yek carî de tê girtin, ew dikare naveroka pêvajoyê bêtir temam bike. Rastiya pêvajoyê bilind e. Ji bo perçeyên kar ên bi dijwariya pêvajoyek navîn, karbidestiya wê 5-10 carî ji alavên asayî ye, nemaze ew dikare temam bike Gelek pêvajoyên ku ji hêla alavên asayî ve nayên qedandin ji bo pêvajoyek yek-parçeyî bi şeklên tevlihevtir û hewcedariyên pêbaweriya bilind maqûltir in an ji bo hilberîna hevrika piçûk û navîn a pir celeb. Ew li ser yek amûrekê fonksiyonên rijandin, borandin, kolandin, lêdan û birîna kêşan berhev dike, da ku ew xwediyê cûrbecûr rêgezên teknolojîk be.
| Berawirdkirina pola sifir, tûnc û tûncê | |||||||
| GROUPS | AISI | W-stoff | DIN | BS | JIS | EN | ISO |
| SIFIR | C10200 | 2.0040 | OF Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2.0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2.0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2.0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2.0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2.0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2.1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2.1356 | Cu Mn 3 | - | - | - | - | |
| - | 2.1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | Cupb1P | ||
| TÛNC | C21000 | 2.0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2.0230 | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | 2.0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2.0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2.0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2.0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2.0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2.0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2.0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2.0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2.0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2.0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2.0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2.0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2.0380 | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2.0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | 2.0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2.0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2.0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2.0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2.0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2.0550 | CuZn40Al2 | - | - | - | - | |
| - | 2.0561 | CuZn40Al1 | - | - | - | - | |
| - | 2.0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2.0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2.0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| TUNC | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Navendên makînekirinê li gorî pozîsyona wan a cîhê di dema makîna spindle de li navendên makînekirinê yên horizontal û vertîk têne dabeş kirin. Li gorî karanîna pêvajoyê têne dabeş kirin: navenda makînasyona borîn û şînkirinê, navenda makîneya tevlihev. Li gorî dabeşkirina taybetî ya fonksiyonan, ev in: kargeha yekane, ducara kar û navenda makînekirina pir-kar. Navendên makînekirinê yên bi yek-texn, du-texn, sê-texn, çar-texîn, pênc-texn û serikên guhêrbar, hwd.
Çêkirina CNC cureyê makîneriya rast e ku ji hêla makîneyên CNC ve wekî navendên makînasyona pêşkeftî yên ku xwedan navenda makînasyona 5 axe ya jorîn, navenda makînekirina platformê ya dualî ya 4, an latên zivirîna CNC-yê ku di heman demê de dikare ji navenda zivirîna CNC re jî were pêşve xistin ku xwedan kapasîteya guheztina bêtir e. ji 15 birrîn di nav yek veguheztinê de; CNC makîneya rijandinê û navendên sondajê û lêdanê CNC. Makîneriya rast a avêtina pola ji makînekirina profîla pola cûda ye. Avêtina rast jixwe şeklê tam rast ê tiştê ku tê xwestin bi dest xistiye, ji ber vê yekê ew gelek makîneyê li gorî makîna ji profîla pola rasterast xilas dike. Di heman demê de ji ber vê sedemê, em bi gelemperî pêdivî ye ku berî avêtinê rûbera makîneyê û yarmetiya makînasyona rast bihesibînin. Kirîna meya birêkûpêk ev e ku em xêzkirina rijandina xav li gel xêzkirina makîneyê bixebitin da ku li ser nexşeyê qada makîneyê û yarmetiya makîneyê diyar bikin.
Kargeha avêtina veberhênana RMC bi 4 navendên makînekirinê, 15 set torpên zivirîna CNC û 3 set makîneyên rijandina cnc, digel arîkarê makîneyên zivirîn, birrîn, lêdan, kolandin û qijkirinê yên hevpar ên hevpar, xwedî kapasîteya me ye ku hema hema hemîyan çêdike. cureyên castings pola.
Jî jê re makînasyona rastîn tê gotin, makîneya CNC dikare di tolerasyona geometîkî û tolerasyona pîvanê de rastiyek pir zêde bigihîje. Bi makîneyên meyên CNC û Navendên Machining Horizontal (HMC) û Navendên Machining Vertical (VMC) re, em dikarin hema hema hemî notên toleransê yên weyên hewcedar bicîh bînin.
Kapasîteyên jiInvestment Casting Foundry:
• Mezinahiya herî zêde: 1000 mm × 800 mm × 500 mm
• Rêzeya giraniyê: 0,5 kg - 100 kg
• Kapasîteya salane: 2000 ton
• Materyalên Bond ji bo Avahiya Shell: Silica Sol, Avê Glass û tevlihevên wan.
• Tolerans: Li ser Daxwazê.
Avantajên jiInvestment Casting Components:
- Pêvajoya rûkala hêja û xweş
- Toleransên dimenî yên teng.
- Şêweyên tevlihev û tevlihev ên bi nermbûna sêwiranê
- Kapasîteya avêtina dîwarên tenik ji ber vê yekê pêkhateyek avêtinê ya siviktir
- Hilbijartina berfireh a metal û alloyên rijandin (ferr û neferr)
- Pêşnûma di sêwirana qalibê de ne hewce ye.
- Pêdiviya makîneya duyemîn kêm bikin.
- Xerabûna maddî kêm.
| TOLERANCÊN VEBERZHANÎ | |||
| Inches | Mîlîmetre | ||
| Ebat | Bêhne | Ebat | Bêhne |
| Heta 0.500 | ±.004" | Heta 12.0 | ± 0.10mm |
| 0.500 ber 1.000 ” | ±.006" | 12.0 ber 25.0 | ± 0,15 mm |
| 1.000 ber 1.500” | ±.008" | 25.0 ber 37.0 | ± 0.20mm |
| 1.500 ber 2.000” | ±.010" | 37,0 ber 50,0 | ± 0,25 mm |
| 2.000 ber 2.500” | ±.012" | 50,0 ber 62,0 | ± 0.30mm |
| 2.500 ber 3.500 ” | ±.014" | 62.0 ber 87.0 | ± 0,35 mm |
| 3.500 ber 5.000” | ±.017" | 87.0 ber 125.0 | ± 0.40mm |
| 5.000 ber 7.500” | ±.020" | 125.0 ber 190.0 | ± 0,50 mm |
| 7.500 ber 10.000” | ±.022" | 190,0 ber 250,0 | ± 0,57mm |
| 10.000 ber 12.500” | ±.025" | 250,0 ber 312,0 | ± 0,60 mm |
| 12.500 ber 15.000 | ±.028" | 312.0 ber 375.0 | ± 0.70mm |








{kind=link}