

Avêtina qûmê qûma kesk (qûma şil) an xweya hişk bikar tîne da ku pergalên şilkirinê pêk bîne. Ewavêtina sand keskkevintirîn pêvajoya avêtinê ye ku di dîrokê de tê bikaranîn. Dema ku qalib çêdibe, divê qalibên ji dar an metal hatine çêkirin werin hilberandin da ku valahiya vala çêbibe. Dûv re metala helandî dirijîne nav valahiya ku piştî sarbûn û zexmbûnê çêdibe. Avêtina qûmê ji pêvajoyên din ên avêtinê hem ji bo pêşkeftina qalib û hem jî ji bo beşa avêtina yekîneyê kêmtir biha ye. Avêtina qûmê, her gav tê wateya avêtina xweya kesk (heke ravekirina taybetî tune). Lêbelê, îro, pêvajoyên din ên avêtinê jî ji bo çêkirina qalibê qûmê bikar tînin. Navên wan hene, wekavêtina qalibê şêlê, rijandina qûmê ya pêçandî ya furan (bê cureyê bake),avêtina kef winda kirû avêtina valahiya.
Ji bo bijartina we cûreyên cûda yên avêtinê hene. Beşek ji pêvajoya vebijarkî ya ji bo projeya we dê hilbijartina pêvajoya avêtinê be ku dê çêtirîn hewcedariyên we bike. Forma herî populer avêtina qûmê ye ku tê de çêkirina kopiyek perçeyek qediyayî (an nimûne) ku bi qûm û pêvekên girêk tê pêçandî ye ku şeklê avêtina paşîn çêbike. Nimûne piştî ku qalib an bandor çêbûye tê rakirin, û metal di nav pergalek bezê de tê danîn da ku valahiyê tije bike. Qûm û metal ji hev têne veqetandin û rijandin ji bo şandina ji xerîdar re têne paqij kirin û qedandin.
Sand Casting VS Shell Mold Casting:
Hem avêtina qûmê û hem jî avêtina qalibê şêlê qûmê bikar tînin da ku valahiya vala ji bo rijandinê çêbikin. Cûdahî ev e ku avêtina qûmê qûma kesk an xweliya zuwa bikar tîne (avêtina kef a winda û avêtina valahiya xweya zuwa ji bo çêkirina qalibê bikar tîne), dema ku avêtina qalibê qalikê xwerûya rezîlkirî bikar tîne da ku pergalên şilkirinê çêbike. Qûma pêçandî ji nû ve nehat bikar anîn. Lêbelê, qalîteya qalibê şêlê ji ya ya pir çêtir heyecastings sand.
Sand Casting VS Investment Casting:
Van her du pêvajoyên avêtinê di materyalên şilkirinê de ku ji bo çêkirina nîgaran têne bikar anîn cûda ne.avêtina veberhênanêmûmê ji bo hilberîna kopiyên mûmê bikar tîne (ji ber vê yekê jê re tê gotin avêtina mûmê windakirî) ku xwedî heman mezinahî û dimensîyonên avêtinên xwestinê ne. Dûv re kopiyên mûmê dê bi qûm û materyalên binder (bi gelemperî silica sol an şûşeya avê) werin pêçandin da ku ji bo rijandina metala şilandî kelekek xurt were çêkirin. Dema ku, avêtina qûmê bi gelemperî qûma kesk an xweya hişk dipejirîne da ku valahiyek vala çêbike, ku xwedan heman mezinahî û pîvanên beşên avêtina xwestinê ne. Hem ji bo pêvajoyên avêtina sand û hem jî ji bo pêvajoyên avêtina veberhênanê, kum û mûm dikare ji nû ve were bikar anîn. Avêtinên veberhênanê bi gelemperî ji qalikên qûmê xwedan rûber, rastbûna geometrîkî û mezinahiyê çêtir in.
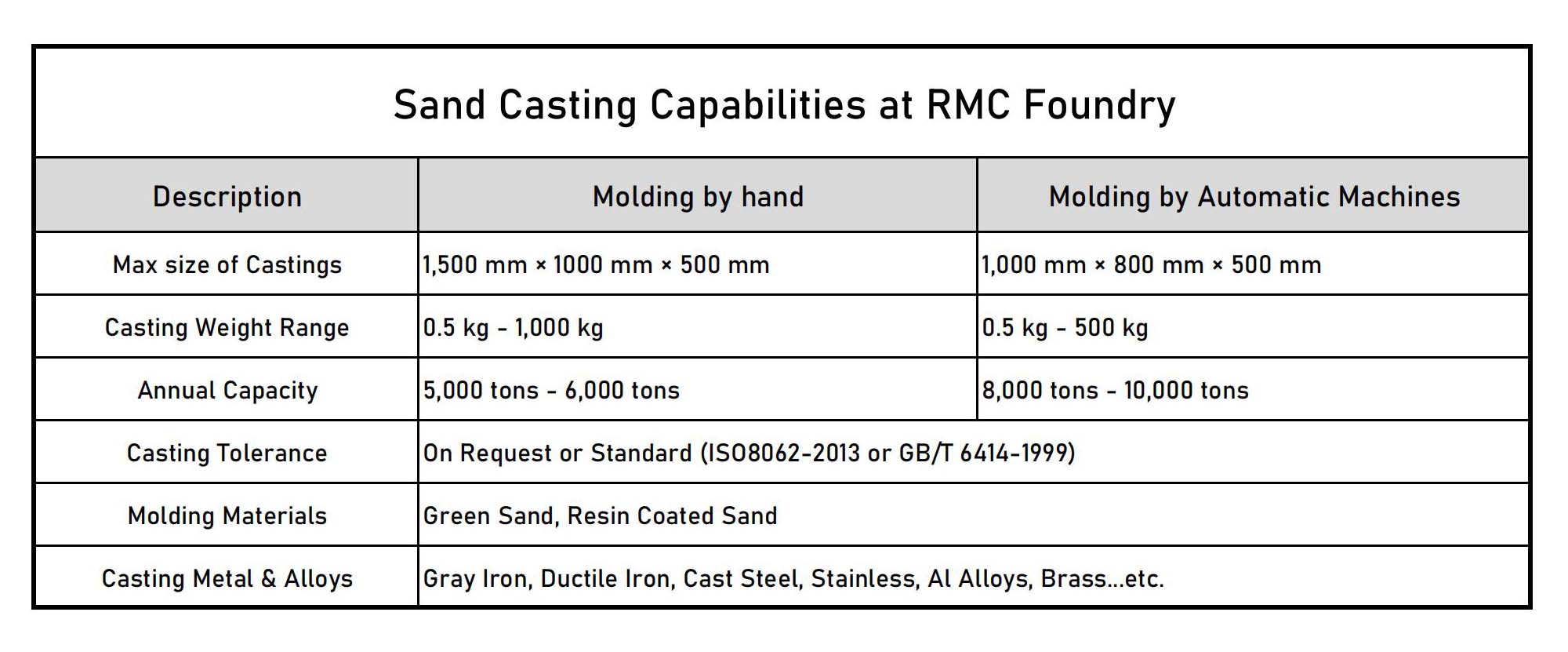
Toleransên avêtinê di nav Toleransên Hilgirtina Dimensîyonel (DCT) û Toleransên Kevirê Geometrîkî (GCT) de têne dabeş kirin. Heger daxwazek we ya taybetî li ser toleransên pêwîst hebe, wezna me dixwaze bi we re biaxive. Li vir di rêza jêrîn de dereceya toleransê ya gelemperî hene ku em dikarin bi avêtina xweya xweya kesk, avêtina qalibê qalikê û avêtina xweya rezîliya furan a bê-bake bigihînin:
✔ Pîvana DCT ji hêla Kesk Sand Casting: CTG10 ~ CTG13
✔ Nota DCT ji hêla Shell Mold Casting an Furan Resin Sand Casting: CTG8 ~ CTG12
✔ GCT Grade ji hêla Kesk Sand Casting: CTG6 ~ CTG8
✔ GCT Grade ji hêla Shell Mold Casting an Furan Resin Sand Casting: CTG4 ~ CTG7
Avantajên Pêvajoya Casting Sand
1- Kêm lêçûn ji ber malzemeyên qalibên wê yên erzan û jêveger û alavên hilberînê yên hêsan.
2- Berfirehiya giraniya yekîneyê ji 0.10 kg heta 500 kg an jî mezintir.
3- Avaniya curbecur ji tîpên sade heya cureyên tevlihev.
4- Ji bo hewcedariyên hilberînê yên bi hêjmarên cihêreng maqûl e.
| Materyalên ji bo Pêvajoya Casting Sand li RMC Foundry | |||
| Liq | Nota Çînê | Nota Dewletên Yekbûyî | Nota Almanya |
| Ferritic Stainless Steel | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Martensitic Stainless Steel | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| polayê zengarnegir Austenitic | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.41,404, 1.4404, 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Baran Hardening Stainless Steel | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex Stainless Steel | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |


Sand Mold Casting Foundry






{kind=link}